Direct Answer: You are likely overpaying for unnecessary precision CNC tolerances. Research shows that more than 60% of CNC machining projects suffer from tolerance over-specification, leading to an average cost inflation of 25%-40%. The good news is: by correctly understanding when you truly need high-precision tolerances, you can significantly reduce manufacturing costs without compromising product quality.
In the world of CNC machining, tolerance refers to the allowable variation range for dimensions. The tighter the tolerance (smaller the value), the higher the machining difficulty and cost. But the problem is: not all parts require micron-level precision. Many engineers and procurement professionals habitually specify higher precision than actually needed, either out of caution or lack of experience, resulting in unnecessary cost waste.
This article will reveal 5 proven strategies to help you avoid paying for overly precise CNC tolerances while ensuring product quality. Whether you’re looking for a reliable cnc machining service or hoping to optimize your existing prototype machining process, these practical tips will deliver real cost savings for your projects.
The Relationship Between Tolerance Grades and Cost: Do You Really Need That Much Precision?
Understanding CNC Tolerance Fundamentals
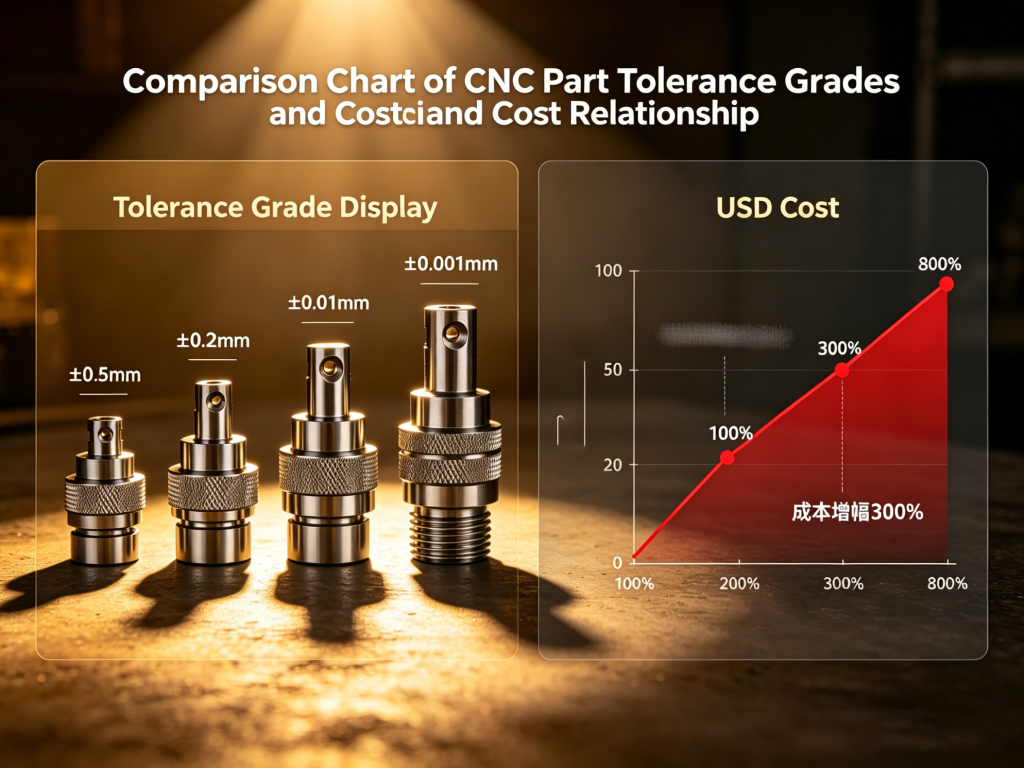
Before diving into cost optimization strategies, let’s first understand the common tolerance grade standards in CNC machining. According to ISO 2768 standards, common tolerance grades include:
| Grade | تسامح | تطبيق |
| Fine (f) | ±0.05mm | Precision instruments, optical equipment |
| Medium (m) | ±0.1mm | Most mechanical parts, cnc milling service |
| Coarse (c) | ±0.2mm | Structural components, general purpose |
| Very coarse (v) | ±0.5mm | Large castings, welded structures |
More advanced precision cnc shop can achieve ±0.01mm or even ±0.001mm accuracy, but this typically means needing:
More precision equipment (such as 5-axis machining centers)
Longer machining time (possibly increasing by 2-5 times)
More strict temperature control environment
Higher cost cutting tools and fixtures
More quality inspection procedures
Key Insight: Each tolerance grade level increase can increase machining costs by 15%-30%. For mass production projects, this cost difference accumulates rapidly.
Why Tolerance Over-Specification Is a Common Industry Problem
In the custom machining field, we often see engineers marking ±0.01mm tolerances on drawings when actual functional requirements only need ±0.1mm. Several common reasons underlie this overly conservative approach:
Insufficient understanding of functional requirements — Not clear about the force, fit, and error tolerance ranges of parts in actual use
“Safety factor” mindset — Believing that the more precise the better, ignoring cost impacts
Lack of communication with manufacturers — Not consulting professional cnc manufacturing suppliers’ opinions
Following old standards — Copying specifications from previous projects without adjusting based on new product requirements
5 Strategies: Specify CNC Tolerances Correctly to Control Costs
Strategy 1: Start from Functional Requirements, Not Pursuing Perfect Numbers
Core Principle: The correct way to specify tolerances is to first analyze the functional requirements of the part, then determine the minimum necessary precision level accordingly.
Practical Steps:
Analyze fit relationships: If two parts need assembly, first determine their fit type (clearance fit, transition fit, interference fit), then derive their respective tolerance requirements.
Consider actual working conditions: Parts are affected by temperature changes, vibration, wear, and other factors during operation. Appropriate “tolerance space” can actually improve product reliability and lifespan.
Layer tolerance specification: Not all dimensions of a part require equal precision. Identify critical dimensions and non-critical dimensions, specifying strict tolerances only for critical dimensions.
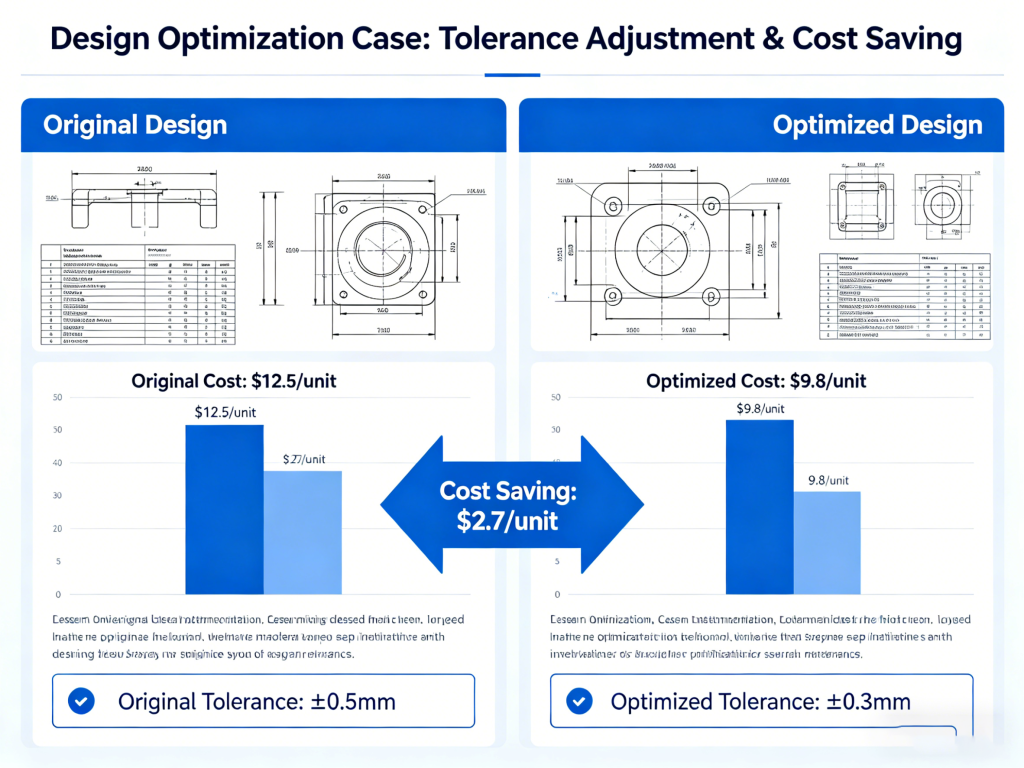
Cost Savings Case: A medical device client initially required all part tolerances to be ±0.02mm. Through functional analysis, we helped them relax non-critical dimensions to ±0.1mm while maintaining precision tolerances for only 5 critical dimensions. Final cost reduction of 32%, product functionality fully met requirements.
Strategy 2: Leverage GD&T Geometric Tolerancing to Reduce Dimensional Tolerance Burden
What is GD&T: Geometric Dimensioning and Tolerancing is a more scientific tolerance annotation method that focuses on the actual geometric features of parts rather than rigid single dimensions.
Traditional Annotation vs. GD&T Annotation:
| Traditional Method | GD&T Method | Cost Difference |
| Each dimension individually marked ±0.05mm | Use geometric tolerances like position, concentricity | Can relax basic dimension tolerances |
| Cumulative errors difficult to control | Independent control of geometric features | Reduce machining difficulty |
Advantages of GD&T:
More precise: Directly express functional requirements (such as “hole group position 0.1mm” rather than “each hole position ±0.05mm”)
More relaxed basic tolerances: Allow greater dimensional variation ranges, reducing machining difficulty
Clearer design intent: Reduce misunderstandings between manufacturers and designers
If you’re unsure how to apply GD&T, choose cnc prototype service suppliers with rich plastic machining and aluminum machining experience, who can typically provide professional DFM recommendations.
Strategy 3: Material Selection Affects Tolerance Implementation Difficulty
Key Understanding: Different materials exhibit significantly different physical behaviors during cnc turning and milling processes, directly affecting achievable tolerance grades.
Material Machining Difficulty Ranking (from easy to difficult):
Aluminum alloy (6061/7075) — Most easy to machine, can easily achieve ±0.02mm, suitable for rapid prototyping and mass production
Brass/Copper alloys — Good machinability, but need attention to tool selection
Carbon steel (1018/1045) — Moderate machining difficulty, ±0.05mm commonly achievable
Stainless steel (304/316) — Needs better tools and cooling, can achieve ±0.03mm
Titanium alloy (Ti-6Al-4V) — Difficult to machine material, needs professional equipment, high precision costs increase significantly
Nickel-based alloys (Inconel 718) — One of the most difficult to machine, costs rise substantially with each tighter tolerance grade
Cost Optimization Recommendations:
Replace stainless steel with aluminum alloy for non-corrosive environments (cost reduction 40%-60%)
Replace titanium alloy with stainless steel for general purpose use (cost reduction 50%-70%)
Use galvanization or surface treatment to improve aluminum alloy corrosion resistance
An experienced cnc machine shop should be able to recommend the best materials based on your application, maximizing cost-effectiveness while meeting performance requirements.
Strategy 4: Rationally Use Surface Treatment to Relax Tolerance Requirements
Innovative Thinking: Sometimes, through appropriate surface treatment, precision final performance can be achieved on the basis of looser mechanical tolerances.
Case Analysis:
| Treatment Method | Compensable Tolerance | Applicable Scenarios |
| Grinding | ±0.01~0.02mm | High-precision mating surfaces |
| تلميع | Ra 0.1~0.8μm | Appearance parts, sealing surfaces |
| Anodizing (aluminum) | 0.01~0.03mm thickness | Dimensional fine-tuning, corrosion resistance |
| Hard chrome plating | 0.02~0.05mm thickness | Wear-resistant surfaces, dimension restoration |
| Heat treatment + tempering | Dimensional stabilization | Reduce age-related deformation |
Practical Tips:
For aluminum cnc service projects, the thickness of anodizing layer (approximately 0.01-0.03mm) can be used to compensate for minor machining errors. This means you can specify looser tolerances during machining and achieve final precision fit through anodizing.
Notes:
Surface treatment adds extra costs and lead time, requiring comprehensive evaluation
For parts with strict dimensional tolerance requirements (aerospace, precision instruments), surface treatment compensation methods may not be applicable
When selecting surface treatment processes, consult professional cnc manufacturing suppliers
Strategy 5: Utilize Swiss CNC Machining to Balance Precision and Small Batch Production
Swiss CNC machining unique advantages:
Swiss CNC turning is a machining process specifically designed for precision small parts. Compared to traditional cnc turning, it has the following features:
Better rigidity: Guide bushing supports the workpiece, reducing vibration deformation
Higher precision: Can achieve ±0.005mm or even tighter tolerances
Faster cycle times: Suitable for large-volume precision part production
Strong one-piece forming capability: Reduce clamping times, improve positional accuracy
When to Choose Swiss CNC:
| Project Feature | Recommended Choice |
| Part diameter < 20mm | Swiss CNC (required) |
| Length-to-diameter ratio > 3:1 | Swiss CNC (required) |
| Batch quantity > 1000 pieces | Swiss CNC (cost advantage) |
| Simple parts with diameter > 25mm | Traditional CNC (lower cost) |
| Single piece/small batch (< 50 pieces) | Traditional CNC or prototype machining |
Cost Insight: Although Swiss CNC has slightly higher per-unit time cost, due to its higher machining efficiency and one-piece forming capability, in large-volume precision part production, actual per-piece costs are often lower than traditional CNC multiple-clamping machining.
Common CNC Tolerance Misconceptions: How Many Are You Falling For?
Misconception 1: Tighter Tolerances Are Better
Fact: Overly precise tolerances not only increase costs but may also lead to assembly difficulties and reduced product reliability. Appropriate tolerances should be functionally meaningful, not blindly pursuing numerical perfection.
Misconception 2: All Dimensions Require Equal Precision
Fact: A part typically has only a few critical dimensions that truly affect function. Concentrating limited machining budgets on critical dimensions rather than evenly distributing them to all dimensions is a wiser cost strategy.
Misconception 3: Tolerance and Surface Roughness Are Independent
Fact: Surface roughness (Ra value) is typically correlated with dimensional tolerances. For example, to achieve Ra 0.2μm surface roughness, ±0.02mm or tighter dimensional tolerance support is usually needed. Understanding this relationship helps you optimize costs for both parameters simultaneously.
Misconception 4: Specifying Tighter Tolerances Achieves Better Quality
Fact: Quality is meeting design requirements, not exceeding design requirements. Specifying tolerances beyond functional requirements may not improve product quality but will definitely increase costs.
How to Effectively Communicate Tolerance Requirements with Your CNC Supplier
DFM Review: A Critical Step Not to Be Skipped
DFM (Design for Manufacturability) review is an important bridge connecting design intent with actual production. Professional cnc shop typically provides this service before formal production.
Value of DFM Review:
Identify over-specified tolerances — Engineers analyze which tolerances can be relaxed from a functional perspective
Discover design flaws — Avoid discovering problems after production, reducing rework costs
Optimize machining processes — Recommend more efficient and economical machining solutions
Material recommendations — Recommend alternative materials based on performance and cost
Communication Techniques:
Provide complete application information: Part usage, working environment, assembly relationships
Clearly identify critical vs. non-critical dimensions: Help manufacturers allocate resources reasonably
Ask for recommended tolerances: Let suppliers provide suggestions based on professional knowledge
Request cost comparisons: Have manufacturers quantify cost differences between different tolerance grades
Establishing a Tolerance Classification System
For long-term cooperation projects, it’s recommended to jointly establish internal tolerance classification standards with cnc manufacturing suppliers:
Grade A tolerances: Critical dimensions, 100% full inspection
Grade B tolerances: Important dimensions, sampling inspection
Grade C tolerances: General dimensions, process guarantee
This classification approach allows you to maximize cost-effectiveness while ensuring quality.
Real Case: From Cost Out-of-Control to Optimized Savings
Case Background
A US robotics startup needed to mass-produce 5,000 precision servo brackets. Initial design specified:
All dimension tolerances: ±0.03mm
Surface roughness: Ra 0.8μm
Material: Stainless steel 304
Budget: $8/part
Problem Diagnosis
After analysis by our team, the following issues were identified:
Over-specification: Only 3 critical dimensions (mounting hole positions, bearing mating locations) required ±0.03mm, others could be relaxed to ±0.1mm
Material selection: This part did not need stainless steel corrosion resistance, aluminum alloy fully met functional requirements
Surface treatment: Anodizing could replace some polishing processes
Optimization Results
| Item | Before Optimization | After Optimization |
| Critical tolerance dimensions | All 15 locations | Only 3 locations |
| مواد | Stainless steel 304 | Aluminum alloy 6061-T6 |
| المعالجة السطحية | Polishing Ra 0.8μm | Anodizing |
| Per-piece cost | $8.50 | $4.20 |
| Total savings | - | $21,500 (50%) |
Conclusion: Smart Tolerance Specification, Wise Cost Control
Key Points Review
Through the in-depth analysis in this article, we can draw the following key conclusions:
Tolerance over-specification is one of the most common cost wastes in CNC machining, affecting approximately 60% of projects
Correct tolerance specification should start from functional requirements, not pursuing theoretical perfection
GD&T, reasonable material selection, appropriate surface treatment are all effective cost optimization tools
Swiss CNC machining provides unique cost-effectiveness advantages for precision small parts
DFM cooperation with professional manufacturers is the key step to avoid tolerance waste
Action Recommendations
If you’re planning a CNC machining project, consider taking the following steps:
Step 1: Re-examine your design drawings and identify which tolerances are based on functional requirements and which might be overly conservative.
Step 2: Consult professional cnc machining service suppliers and get DFM review opinions.
Step 3: Request suppliers to provide cost comparisons for different tolerance grades, letting data help with decision-making.
Step 4: Consider establishing long-term tolerance classification standards to form efficient collaboration with suppliers.
Step 5: Validate optimized specifications in the prototype machining stage to ensure functionality is not affected.
Frequently Asked Questions (FAQ)
Q1: How to Determine the True Tolerance Requirements of a Part?
A: The key to determining tolerance requirements is analyzing assembly relationships and functional requirements. Consider the following factors:
Does this dimension affect fit with other parts?
Is this dimension in a critical position subject to force or vibration?
Does the part need to work in extreme temperature or environmental conditions?
Are there industry standards or customer specifications requiring specific tolerances?
For uncertain situations, it’s recommended to consult manufacturers with rich cnc prototype service experience, who can provide professional tolerance analysis services.
Q2: Will Relaxed Tolerances Affect Product Quality?
A: If tolerance relaxation is based on scientific functional analysis, not arbitrarily lowering standards, it won’t affect product quality. On the contrary, overly precise tolerances can lead to:
Increased machining difficulty, introducing greater human error risks
Assembly difficulties, increasing defect rates
Increased costs, compressing resources for other quality improvements
The key is ensuring tolerance values still meet functional requirements and maintain necessary precision at critical part locations.
Q3: What’s the Cost Difference Between Swiss CNC and Regular CNC Machining?
A: Swiss CNC machining costs are typically 15%-30% higher than traditional CNC, but in large-volume production, due to its higher efficiency and one-piece forming capability, per-piece costs may be lower.
Specific differences depend on:
Part size and complexity
Batch quantity
Tolerance requirements
Material type
It’s recommended to request detailed cost breakdowns from suppliers, including labor hours, cutting tools, materials, inspection, and other cost items.
Q4: Can Aluminum Alloy Achieve Stainless Steel Corrosion Resistance Through Anodizing?
A: In most application scenarios, yes. 6061-T6 aluminum alloy after anodizing treatment can provide excellent corrosion resistance, suitable for:
Indoor applications (almost equivalent to stainless steel)
General industrial environments
Mild outdoor environments
But if the project requires:
Salt water or marine environment exposure (316 stainless steel recommended)
Extreme chemical corrosion environments
High temperature/pressure environments
Stainless steel or other corrosion-resistant materials must still be selected.
Q5: How to Validate Whether Optimized Tolerance Design Is Feasible?
A: The best validation method is through rapid prototyping (cnc prototyping):
3D printing rapid prototyping — Verify assembly relationships and basic functionality
CNC machined prototype samples — Machine 1-5 sample parts using target tolerances
Functional testing — Verify sample performance under actual working conditions
Small batch trial production — 50-100 pieces to verify mass production stability
This progressive validation approach helps you discover problems before committing to large-volume production, avoiding greater losses.