CNC machining is expensive primarily due to high machine operation costs ($150-300/hour), skilled labor requirements, extensive setup time, and tool wear. However, strategic design optimizations—including radius internal corners, larger tolerances, simplified geometry, standard materials, and optimized surface finishes—can reduce custom turning costs by up to 30% while maintaining quality and functionality.
Understanding CNC Machining Costs: The Breakdown
Before diving into cost-saving strategies, it’s essential to understand what drives CNC machining expenses. CNC turning and milling aren’t just about raw material costs—they involve complex processes that require precision equipment, skilled operators, and meticulous quality control.
cylinder part in industrial workshop with modern precision equipment
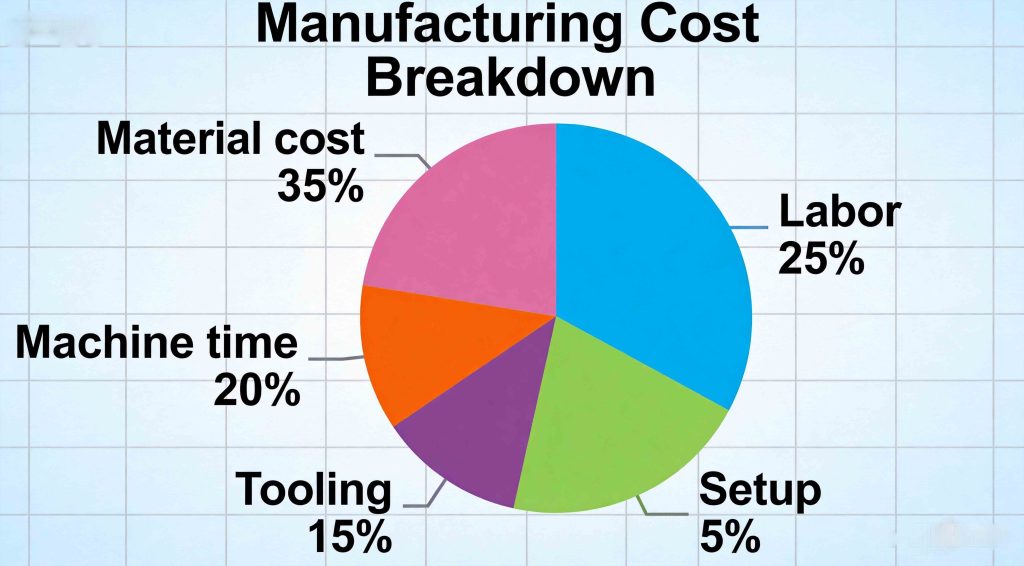
Primary Cost Components
Machine Time and Labor (45-50% of total cost)
CNC machines represent significant capital investments, with high-end 5-axis machining centers costing $500,000-$1 million. Operating costs typically range from $150-300 per hour, including electricity, maintenance, and machine depreciation. Skilled CNC programmers and operators command competitive salaries, particularly for complex parts requiring advanced programming expertise.
Material Costs (25-30% of total cost)
While material costs seem straightforward, they encompass more than just raw stock. Factors include:
- Raw material prices (titanium and exotic alloys can cost 10-20x more than aluminum)
- Material waste from machining (up to 60% material removal for some parts)
- Scrap rates and quality losses
Tooling and Setup (15-20% of total cost)
Every new part requires specialized tooling, fixtures, and setup procedures. Complex parts may require multiple tool changes, special cutters, and custom fixturing—each adding to the bottom line. Setup time can range from 1-8 hours depending on part complexity, during which the machine produces no revenue.
Quality Control and Inspection (5-10% of total cost)
Precision requirements demand rigorous inspection processes. CMM (Coordinate Measuring Machine) time, first article inspections, and statistical process control all contribute to the final cost, especially for industries like aerospace and medical devices where tolerances reach ±0.001mm.
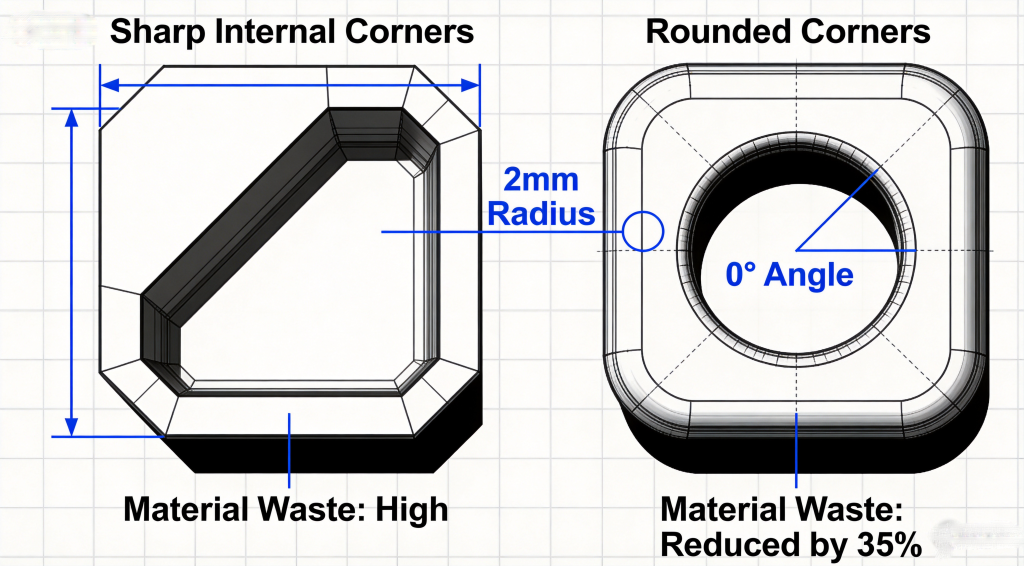
Design Tweak #1: Add Radius to Internal Corners
Sharp internal corners are among the most significant cost drivers in CNC machining. The fundamental issue: cutting tools are cylindrical, creating a natural radius at the bottom of any hole or pocket.
Why Sharp Corners Increase Costs
Machining a sharp internal corner requires multiple operations:
- End milling: Creates the initial radius-limited pocket
- Wire EDM or smaller tools: Additional processes to reach the corner
- Multiple setups: Often require repositioning the workpiece
This adds machining time (2-5x longer per corner), increases tool wear, and introduces potential accuracy issues from multiple setups.
The Cost-Saving Solution
Add internal radii matching standard tooling sizes:
- Standard end mills: 1/16″ (1.5875mm), 1/8″ (3.175mm), 3/16″ (4.7625mm), 1/4″ (6.35mm)
- Minimum recommended radius: 0.5 × material thickness
- Corner radius ≥ tool radius for efficient single-pass machining
Cost Impact: Adding appropriate radii can reduce machining time by 30-50% for parts with multiple internal corners, directly translating to proportional cost savings.
Implementation Example:
- Before: 90° internal corners requiring 4-hour wire EDM operation
- After: 1/8″ radius corners completed in 1 hour with standard end mill
- Savings: 75% reduction in corner machining time
Design Tweak #2: Optimize Tolerances Appropriately
Tight tolerances dramatically increase CNC machining costs, yet many designs specify precision levels that exceed actual functional requirements.
The Tolerance-Cost Relationship
Machining costs increase exponentially as tolerances tighten:
| Tolerancia | Cost Multiplier | Typical Applications |
|---|---|---|
| ±0.005″ (0.127mm) | 1.0x | General purpose parts |
| ±0.002″ (0.051mm) | 1.5x | Precision machinery |
| ±0.001″ (0.025mm) | 2.0x | Aerospace components |
| ±0.0005″ (0.013mm) | 3.0x+ | Medical implants |
Why the dramatic increase?
- Slower cutting speeds: Tight tolerances require conservative machining parameters
- Multiple passes: Additional roughing and semi-finishing operations
- Specialized tooling: Higher-quality cutters with minimal deflection
- Enhanced inspection: More frequent and detailed quality checks
Strategic Tolerance Assignment
Apply tight tolerances only where necessary:
- Critical surfaces: Bearing journals, sealing surfaces, mating surfaces
- Loose tolerances elsewhere: Non-contacting surfaces, cosmetic areas, non-critical dimensions
Practical Guidelines:
- Default to ±0.005″ (0.127mm) unless tighter tolerance is justified
- Specify ±0.001″ (0.025mm) only for truly critical dimensions
- Avoid blanket tolerances on entire drawings
- Consider geometric dimensioning and tolerancing (GD&T) for complex parts
Real-World Savings:
A custom shaft part originally specified at ±0.001″ throughout:
- Revised: Critical journal at ±0.0005″, remaining dimensions at ±0.005″
- Result: 25% reduction in machining time and tooling costs
- Quality maintained: All functional requirements met
Design Tweak #3: Simplify Part Geometry
Complex part geometries directly increase CNC machining costs through multiple factors: additional machine setups, specialized tooling, longer cycle times, and higher scrap rates.
Cost-Adding Geometry Features
Deep narrow cavities (depth > 4× width):
- Require specialized long-reach tools with deflection issues
- Multiple passes with light cuts increase machining time
- Vibration risks affect surface quality
- Cost impact: 2-3x standard cavity machining
Undercuts and reverse tapers:
- Require specialized tooling (T-slot cutters, dovetail cutters)
- Often need additional setups or special fixturing
- Reduce machining rigidity and accuracy
- Cost impact: Additional $200-800 per undercut feature
Thin walls and fragile features:
- Require conservative machining parameters
- Increased risk of scrap (10-20% scrap rates common)
- Multiple fixtures and support structures
- Cost impact: 30-50% higher for fragile parts
Geometry Optimization Strategies
Consolidate features where possible:
- Combine multiple parts into single components
- Reduce total number of machined surfaces
- Minimize orientation changes
Design for manufacturability:
- Maintain uniform wall thickness (minimum 2× material thickness)
- Avoid aspect ratios > 4:1 for unsupported walls
- Add generous fillets at junctions
- Consider adding sacrificial supports for machining
Use standard machine capabilities:
- Design within 3-axis machining when possible (5-axis costs 30-50% more)
- Keep part size within machine envelope (larger parts require larger, more expensive machines)
- Avoid features requiring manual finishing
Case Study: Automotive Bracket Redesign
- Original: Complex 3D curved surfaces, 5-axis machining required, $85/part
- Redesign: Simplified planar surfaces, 3-axis machining sufficient, $52/part
- Savings: 39% cost reduction while maintaining all functional requirements
Design Tweak #4: Choose Cost-Effective Materials
Material selection significantly impacts CNC machining costs beyond raw material price, affecting tool wear, machining speeds, and overall processing time.
Material Machinability and Cost Impact
Highly Machinable Materials (Cost Multiplier: 1.0x):
- Aluminum 6061/7075: Fast cutting speeds, minimal tool wear
- Brass (C36000): Excellent chip formation, low tooling costs
- Free-machining steels (1215, 12L14): Optimized for machining
Moderately Machinable Materials (Cost Multiplier: 1.5-2.0x):
- Stainless steel 304/316: Work hardening issues, slower speeds
- Carbon steel 1018/1045: Standard machinability
- Magnesium alloys: Fast machining but fire safety requirements
Difficult-to-Machine Materials (Cost Multiplier: 2.0-4.0x):
- Titanium alloys (Ti-6Al-4V): Low thermal conductivity, high strength
- Nickel alloys (Inconel 718): Extreme heat and wear resistance
- Tool steels (H13, P20): Hard, require specialized tooling
- Superalloys: Often require grinding rather than machining
Strategic Material Selection Guidelines
Match material properties to requirements:
- Use aluminum where weight savings and adequate strength suffice
- Select stainless only when corrosion resistance is critical
- Reserve titanium and superalloys for truly demanding applications
Consider machinability ratings:
- ASTM machinability ratings provide standardized comparisons
- Higher ratings = lower machining costs
- Example: Aluminum 6061 (100% rating) vs. Titanium (15-20% rating)
Balance material cost vs. machining cost:
- Sometimes more expensive materials reduce overall cost due to faster machining
- Calculate total cost: (Material × Quantity) + (Machining Rate × Cycle Time)
- Example: Free-machining steel may cost 20% more but reduce machining time by 40%
Cost Optimization Example:
Medical device housing originally specified in 316 stainless:
- Original material cost: $15/part, machining time: 45 minutes, total: $52.50/part
- Alternative: 6061 aluminum with appropriate coating: $8/part, machining time: 15 minutes, total: $23.75/part
- Savings: 55% cost reduction while meeting functional requirements
Design Tweak #5: Optimize Surface Finish Requirements
Surface finish specifications (Ra values) directly impact CNC machining costs through additional operations, slower machining parameters, and increased inspection requirements.
Surface Finish Cost Hierarchy
Standard Machined Finish (Ra 125-250 μin / 3.2-6.3 μm):
- Achieved during standard roughing and semi-finishing
- No additional operations required
- Cost impact: Baseline
Fine Machined Finish (Ra 63-125 μin / 1.6-3.2 μm):
- Requires dedicated finishing passes
- Slower cutting speeds and smaller depths of cut
- Cost impact: 20-30% increase
Precision Finish (Ra 32-63 μin / 0.8-1.6 μm):
- Multiple finishing operations
- Specialized tooling and careful parameter selection
- Cost impact: 50-75% increase
Super Precision Finish (Ra < 32 μin / < 0.8 μm):
- Often requires grinding, honing, or polishing
- Additional operations and equipment
- Cost impact: 100%+ increase
Strategic Surface Finish Specification
Apply tight finishes only where functional:
- Contact surfaces (bearings, seals): Ra 32 or finer
- Cosmetic areas: Ra 63-125 typically sufficient
- Non-critical surfaces: Standard machined finish adequate
Consider functional requirements vs. aesthetics:
- Separate functional specifications from cosmetic requirements
- Use post-processing (polishing, coating) for cosmetic improvements rather than tighter machining tolerances
Planar vs. complex surfaces:
- Planar surfaces are easier to finish economically
- Complex curved surfaces require specialized techniques
- Consider redesigning to optimize finishable surfaces
Material-specific considerations:
- Aluminum: Achieves good finishes with proper tooling
- Stainless steel: Work hardening affects finish consistency
- Titanium: Galling risks during finishing operations
Cost-Saving Example:
Hydraulic manifold component:
- Original: All surfaces specified Ra 32, total cost $85/part
- Optimized: Critical sealing surfaces Ra 32, remaining surfaces Ra 125, total cost $58/part
- Savings: 32% cost reduction with maintained functionality
Implementing Design for Manufacturing (DFM)
Implementing these five design tweaks systematically requires adopting Design for Manufacturing (DFM) principles. This isn’t about compromising quality—it’s about optimizing the relationship between design requirements and manufacturing economics.
DFM Process Integration
Early Collaboration:
- Engage manufacturing partners during design phase
- Conduct DFM reviews before finalizing designs
- Leverage manufacturer expertise on cost drivers
Cost-Benefit Analysis:
- Quantify cost savings for each design modification
- Evaluate impact on functionality and performance
- Consider lifecycle costs (initial manufacturing vs. total cost of ownership)
Documentation and Specification:
- Clearly mark critical dimensions and surfaces
- Use GD&T to define requirements precisely
- Avoid over-specification of non-critical features
Measuring Success
Cost Reduction Metrics:
- Target: 20-30% overall cost reduction achievable
- Track: Per-part cost, setup time, tooling costs, scrap rates
- Benchmark: Compare optimized designs to previous iterations
Quality Metrics:
- Maintain or improve first-pass yield
- Reduce dimensional variation
- Enhance consistency across production runs
Lead Time Improvements:
- Faster setup and reduced operations shorten delivery times
- Simplified designs enable faster quotations
- Reduced complexity allows smaller batch sizes without penalty
Conclusion: Strategic Cost Optimization
CNC machining costs are substantial but not immutable. By understanding the fundamental cost drivers—machine time, labor, setup, tooling, and quality control—you can make informed design decisions that significantly reduce costs without compromising functionality or quality.
The five design tweaks presented—adding radius to internal corners, optimizing tolerances, simplifying geometry, selecting cost-effective materials, and optimizing surface finish requirements—can collectively reduce custom turning costs by up to 30%. These aren’t shortcuts; they’re strategic design optimizations based on manufacturing realities.
Key Takeaways:
- Design for manufacturing, not just for function: Early consideration of manufacturing constraints pays dividends in cost reduction
- Apply precision strategically: Reserve tight tolerances and fine finishes for truly critical surfaces and dimensions
- Leverage standard tooling and processes: Designing around standard capabilities dramatically reduces costs
4. Collaborate early with manufacturing partners: Their expertise can identify optimization opportunities before designs are finalized
5. Think in terms of total cost: Consider material costs, machining time, setup requirements, and quality control as interconnected factors
The most successful cost optimization initiatives balance engineering requirements with manufacturing economics. When applied thoughtfully, these design strategies don’t just reduce costs—they improve manufacturability, enhance quality consistency, and accelerate delivery times.
Frequently Asked Questions (FAQ)
What is the minimum order quantity for cost-effective CNC machining?
CNC machining is cost-effective even for small quantities. Setup costs are amortized across all parts, so while the per-part cost decreases with larger quantities, there’s no minimum order requirement. Prototypes (1-10 pieces) typically have higher per-part costs but enable design validation before larger production runs.
How do I know if my tolerances are too tight?
Review functional requirements for each dimension. If a dimension doesn’t directly impact part assembly, performance, or regulatory compliance, consider using looser tolerances (±0.005″ or wider). Consult with manufacturing partners who can provide guidance on appropriate tolerance levels for specific applications.
Can I mix different materials in a single CNC part?
Yes, but this typically requires assembly operations rather than single-piece machining. Different materials can be machined separately and then assembled via welding, fasteners, or press-fits. This approach is often more cost-effective than attempting to machine dissimilar materials together.
What’s the difference between 3-axis and 5-axis CNC machining in terms of cost?
5-axis machining typically costs 30-50% more than 3-axis due to higher machine costs, more complex programming, and longer setup times. However, 5-axis can reduce total cost by eliminating multiple setups for complex parts. Choose based on part complexity rather than defaulting to the most advanced technology.
How do surface finishes affect part functionality?
Surface finish primarily affects friction, wear, fluid flow, and appearance. Tighter finishes (lower Ra values) are critical for sealing surfaces, bearings, and moving parts. For structural or cosmetic surfaces, looser finishes are often adequate and significantly reduce machining costs.
Can I save money by using different materials while maintaining the same part design?
Often yes, but the decision requires careful analysis. Consider material strength, corrosion resistance, thermal properties, and regulatory requirements. While materials like aluminum are generally cheaper to machine than titanium or superalloys, they may not meet all functional requirements. A thorough cost-benefit analysis is essential.
Ready to Optimize Your CNC Machining Costs?
Understanding these cost-saving strategies is the first step. Implementing them effectively requires collaboration with experienced manufacturing partners who can provide practical guidance on optimizing your specific designs.
For expert advice on applying these principles to your next CNC machining project, or for a complimentary design review with cost optimization recommendations, connect with precision manufacturing specialists who understand both the engineering and economic aspects of CNC turning and milling.
- Worried About IP Theft? How to Protect Your Hardware Designs When Outsourcing CNC Machining
- Warped Parts Warped Machined Components: Preventing Internal Stress and Deformation in Custom CNC Parts
- Struggling with Unreliable CNC Suppliers? How to Vet a Custom Machining Partner for Long-Term Success
- How to Negotiate Better CNC Pricing: A Complete Guide for Low-Volume Buyers
- Overpaying for Tight Tolerances? 5 Ways to Specify the Right CNC Precision Without Inflating Costs