Les caractéristiques structurelles des pièces de manchon sont que l'épaisseur de paroi des trous est mince et que les pièces à paroi mince sont souvent serrées pendant le processus d'usinage. Déformation causée par l'influence de la force de coupe et de la déformation thermique. À cet égard, BEST PARTS a résumé certaines mesures de processus pour éviter la déformation des pièces :
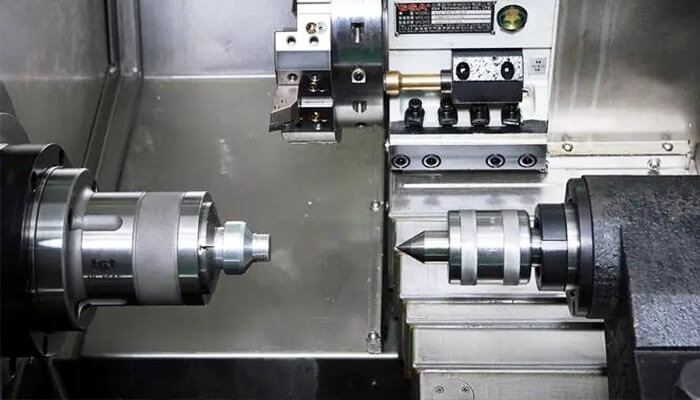
Comment empêcher la déformation des pièces de manchon d'usinage CNC de précision
(1) L'usinage grossier et fin est effectué séparément pour réduire l'influence de la force de coupe et de la chaleur de coupe, de sorte que la déformation des pièces de manchon produites par l'usinage brut au tour CNC puisse être corrigée dans le processus de finition.
(2) Réduction de l'influence de la force de serrage Les mesures suivantes sont prises dans le processus pour réduire l'influence de la force de serrage :
1 Lorsque l'usinage CNC de précision adopte un serrage radial, la force de serrage ne doit pas être concentrée sur une certaine section radiale de la pièce, mais doit être répartie sur une grande surface pour réduire le serrage sur la surface unitaire de la pièce. Force serrée. Si la pièce peut être montée dans un anneau ouvert d'épaisseur appropriée, elle est serrée avec l'anneau. Des mâchoires spéciales qui augmentent la surface de contact peuvent également être utilisées. Lors du positionnement du trou, une pince à mandrin ouverte doit être utilisée.
2 La position de la force de serrage doit être sélectionnée dans la pièce avec une forte rigidité de la pièce pour améliorer la déformation de la pièce à paroi mince sous la force de serrage.
3 Changez le sens de la force de serrage et changez le serrage radial en serrage axial.
4 L'usinage CNC de précision produit des bossages de processus rigides ou des filetages de processus sur la pièce à usiner pour réduire la déformation de serrage. Il est serré avec des mâchoires de structure spéciale pendant l'usinage et la bride est coupée à la fin de l'usinage.
(3) Réduire l'influence de la force de coupe sur la déformation :
1 Augmentez l'angle d'attaque de l'outil et l'angle de coupe principal pour rendre l'arête de coupe plus nette pendant l'usinage et réduire la force de coupe radiale.
2 Séparez l'usinage grossier et fin de sorte que la déformation des pièces de manchon produites par l'ébauche puisse être corrigée dans le processus de finition et prendre une plus petite quantité de coupe.
3 Les surfaces rondes intérieures et extérieures sont usinées en même temps pour compenser l'effort de coupe.
L'agencement du traitement thermique entre l'ébauche et la finition peut réduire l'influence de la déformation du traitement thermique. Après le traitement thermique, les pièces du manchon produiront généralement une grande déformation, qui peut être corrigée lors de la finition, mais faites attention à augmenter de manière appropriée la tolérance de finition. .