
We all know that aluminum alloys are now used in many fields. The processing of aluminum alloy precision parts is prone to product deformation. There are many reasons for the deformation of aluminum alloy precision parts, which are related to the material, production conditions, part shape, and cutting fluid performance. It all matters. BEST Parts Precision Hardware Technology Tips.
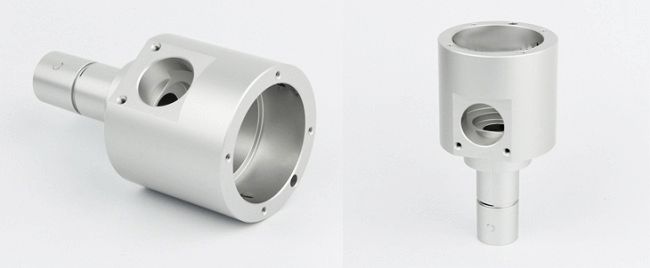
CNC Machining parts
Why aluminum alloy precision parts out of shape?
The machining deformation of aluminum alloy precision parts is mainly caused by blank cutting force, deformation caused by cutting heat, deformation caused by internal stress, deformation caused by clamping force and other factors.We could not allow deformed products to complete the final assembly. Therefore, in order to reduce machining distortion, aluminum alloy precision parts processing manufacturers can adopt various measures and improve the process to achieve the purpose of reducing distortion. The First tip is to reduce the internal stress of the blank.
- Firstly : Reduce the internal stress of the blank.
Reduce the internal stress of the blank. Using natural or artificial aging and vibration treatment can partially eliminate the internal stress of the blank; or improve the cutting ability of the tool. Reasonable selection of tool geometry parameters and improvement of tool structure. The second Tip is to Improve the clamping method of the workpiece.
- Secondly : Improve the clamping method of the workpiece.
For aluminum alloy thin-walled bushing parts, if a three-jaw self-centering chuck or spring collet is used to clamp in the radial direction, the workpiece will inevitably deform once it is loosened after processing. At this time, the method of pressing the axial end face with good rigidity should be used. Based on the positioning of the inner hole of the part, a self-made threaded mandrel is made, and the inner hole of the part is sleeved. A cover plate is used to press the end surface and then a nut is used to back it. When machining the outer circle, clamping deformation can be avoided, so as to obtain satisfactory machining accuracy.
When processing aluminum alloy thin-walled and thin-plate workpieces, it is best to choose a vacuum chuck to obtain a uniformly distributed clamping force, and then process it with a small amount of cutting, which can prevent the workpiece from deforming well.
- Third : Reasonably arrange processes
During high-speed cutting, due to large machining allowances and intermittent cutting, vibration is often generated during the milling process, affecting machining accuracy and surface roughness. Therefore, the numerical control high-speed cutting process can generally be divided into roughing-semi-finishing-clearing-finishing. For parts with high accuracy requirements, it is sometimes necessary to perform secondary semi-finishing and then finishing. After roughing, the parts can be naturally cooled, eliminating the internal stress caused by roughing and reducing deformation.
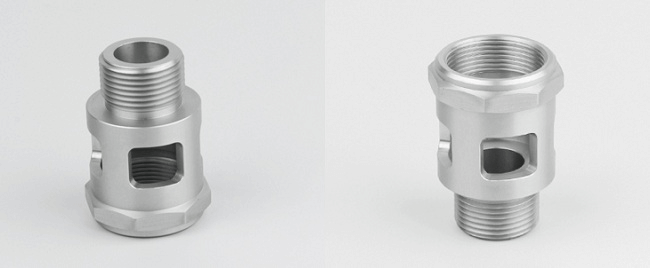
CNC Machining parts
In addition to the reasons described above, parts of aluminum alloy materials are deformed during processing. In actual operation, the operation method is also very important. For parts with large machining allowances, in order to make them have better heat dissipation conditions during processing and avoid heat concentration, symmetrical processing should be used during processing.
BEST Parts co., Ltd. is a professional manufacturer dedicated to high-precision CNC external processing. The company has more than 100 CNC core machines, CNC tool machines, turning and milling composite machining centers, and CNC machining centers. Medical parts, aerospace parts, drone parts, and automotive parts realize precise custom processing and mass production. Welcome to contact us for more information.